생산현황
압출 공정
PROCESS







-
1
빌레트 예열
 작업내용
작업내용빌레트 예열 온도는 압출재의 압출 출구 온도가 용체화
온도 범위 내(6063의 경우 515~535℃)에서 압출될 수
있도록 해야 하며, 합금 종류 및 제품 형상에 따라 예열
온도를 적절히 조정·관리해야만, 압출 후 가장 양호한
제품 표면 상태, 기계적 성질, 그리고 피막 색상의
균일성을 보장받을 수 있음.작업조건6063 비레트 예열온도
- 중실재 : 460~480
- 중공재 : 470~480
6061 비레트 예열온도
- 중실재 : 470~490
- 중공재 : 480~500
-
2
금형투입
 작업내용
작업내용다이스 예열은 압출 형재의 초기 다이스 베어링부통과
온도를 유지시켜 주기 위한 일환으로 예열하는 것이며,
합금의 종류 제품의 형상 및 다이스의 종류에 따라
각기 다른 예열 온도로써 조정 관리해 주어야 함.작업조건6063 다이스 예열조건
- 중실재 : 410~440℃
- 중공재 : 410~450℃
인지별 다이스 예열시간
- 9” : 5HR↑ , 7” : 3HR↑
- 7” : 3HR↑, 6” : 2HR↑
-
3
압출
 작업내용
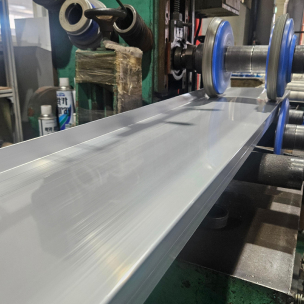
작업내용압출 작업 전, 형재의 특성을 파악하고, 빌레트 길이는
절단 길이, 압출비, 런아웃 테이블 길이 및 압출기 성능
등을 고려해 최적화해야 함.작업조건인지별 최대 작업단중/길이
- 9” : 9.5KG/M↓ , 6.5M↑
- 7” : 3.5KG/M↓ , 6.5M↑
- 6” : 1.5KG/M↓ , 7M↑
압출비 : 콘테이너 단면적 / 다이스 베어링 단면적
-
4
형재 냉각
 작업내용
작업내용압출 과정이 원활히 진행되어도, 냉각이 적정치 않으면
열처리 작업 후 기계적 성질(인장 강도, 연신율) 저하
및 피막 처리 후 색상 불량 등 최종 제품의 품질에 큰
영향을 미치게 되어 적정 냉각 조건을 준수해야 함.작업조건압출후 250℃ 까지의 재질별 냉각속도
- 6063→1.58℃/초 (95℃/분)
- 6N01→3℃/초 (180℃/분)
- 6061→ 10℃/초(600℃/분)
-
5
교정
 작업내용
작업내용압출재 기계적 성질 향상 및 직진도 확보를 위해 교정
작업을 실시하며, 일반적으로 전장의 0.5%를 교정
실시하고 2%이상 교정은 오렌지 필과 같은 표면
불량이 발생되어 치수불량의 원인이 됨.작업조건인지별 최소 교정압출길이
- 9” : 10M
- 7” : 10M
- 7” : 3M
- 6” : 10M
-
6
절단
 작업내용
작업내용제품의 실사용 길이에 맞추어 절단 작업을 실시하며,
절단 작업시 교정기 클레프 자국 및 이음매 전후반부
스크랩으로 처리함.작업조건인지별 최대/최소 절단길이
- 9” : 3M / 13M
- 7” : 3M / 7M
- 7” : 3M / 8M
- 6” : 3M / 7M
-
7
에이징
 작업내용
작업내용압출재의 기계적 성질 확보하기 위해 실시하며,
승온시간, 승온온도, 유지시간, 유지온도 등을 구분해
에이징을 함. 자사에이징 조건은 형재 특성에 따라
여러가지로 구분되어 있음.작업조건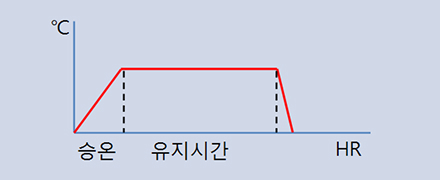
에이징 조건
- 195℃ - 4HR
- 175℃ - 9.5HR
- 175℃ - 13.5HR
-
8
로링
 작업내용
작업내용압출 제품의 치수나 형상 등 금형에서 수정·보완이
어려운 부분에 대해서는 열처리 전과 후로 구분하여
로링 작업을 실시함. 주로 제품 폭 250mm 이상의
제품에 대해 직각도 또는 평탄도를 수정하는 공정.작업조건열처리후 제품 로링시 단순로링만 가능
알루미늄 조직의 변화로 2차 변형발생시 작업